销售热线:18053558835
售后服务:18660561414
总经理:连智电话:18053558835手机:18660561414地址:烟台市莱山区莱山经济开发区邮箱:YT_MCT@163.com
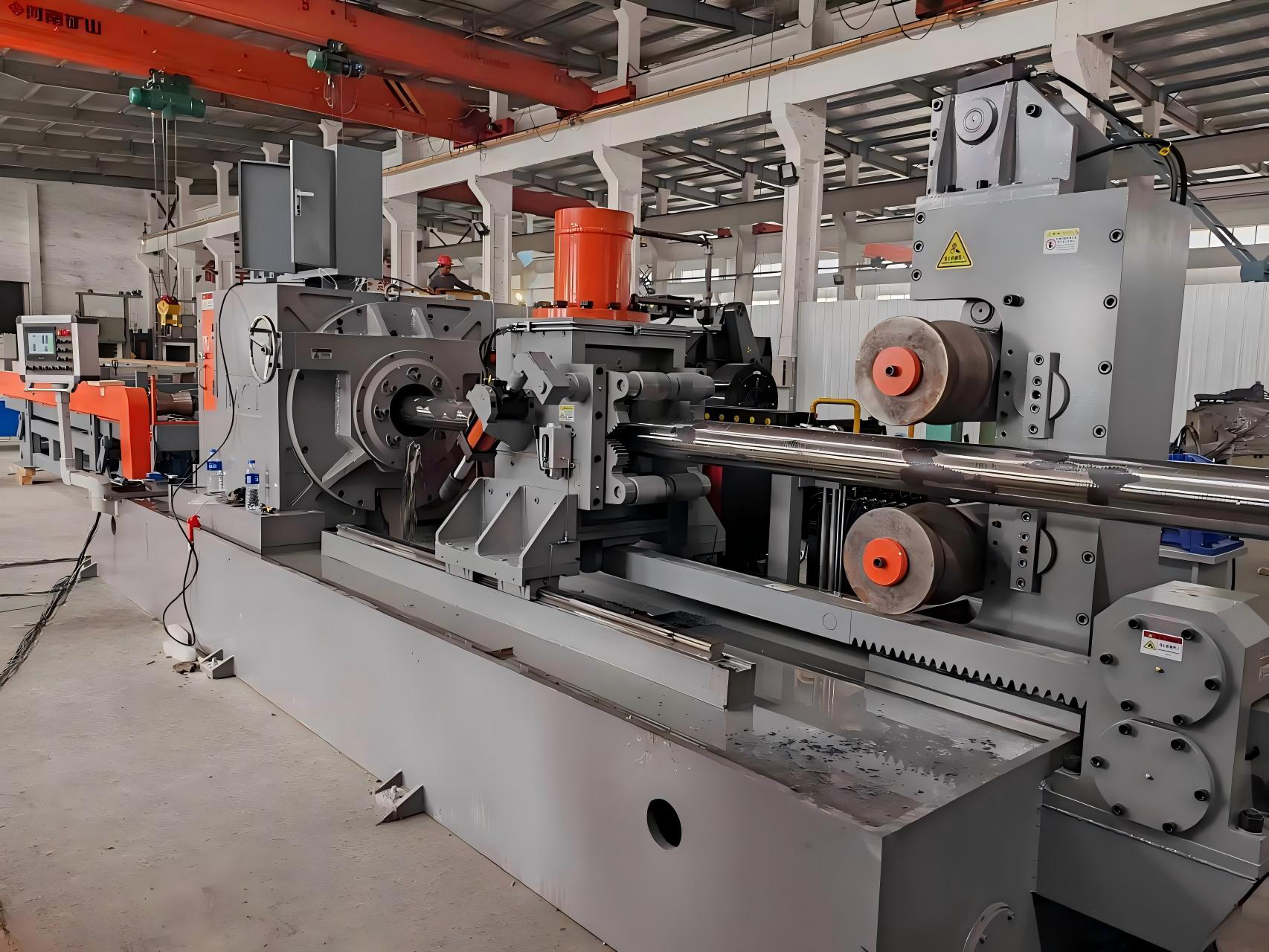
无心车床加工碳钢时,需结合材料特性与机床性能,从刀具选择、工艺参数、冷却润滑、工件装夹及安全操作等方面综合把控,具体注意事项如下:
冬季气温低,无心车床在低温环境下开机前需进行检查,以确保设备正常运行、避免安全隐患并延长使用寿命,具体检查内容如下:
无心车床作为一种高精度加工设备,对密封有着严格且特定的要求,这些要求关乎设备运行的稳定性、加工精度以及使用寿命,具体如下:
Copyright © 烟台迈森图机械科技有限公司 版权所有鲁ICP备2020047385号-1
公众微信